谷城东兴铸造有限公司
联系人:邹艳丽
电 话:17364100789
13886260938
座 机:0710-7786000
邮 箱:534295912@qq.com
地 址:湖北省襄阳市谷城县石花镇杨溪湾江南路
网 址:www.hbdxzz.cn
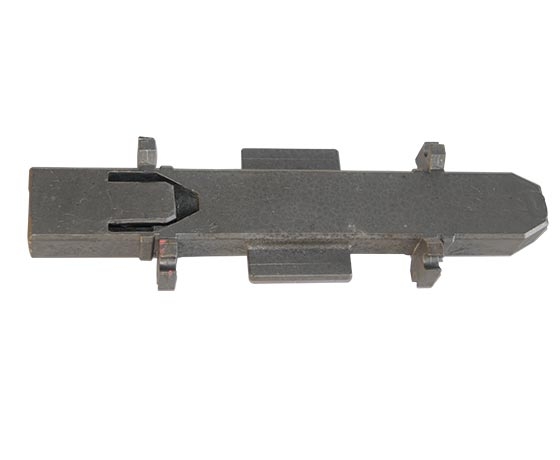
精密铸造的铸造过程中应注意什么?接下来,小编将整理确定精密铸造保压、充型时间和开模的方法。襄阳硅溶胶工艺铸造厂家希望这些方法能给想了解精密铸造的用户带来一些帮助:
1、保持压力后,打开模具取出精密铸造产品。从注射结束到压铸模打开的时间称为模具打开时间。及时打开模具可以使精密铸件在模具中具有一定的强度。如果开启时间与顶出时间不一致,产品会变形开裂。如果开启时间太短,铸件在强度较低时会脱模,这也会导致铸件变形。

2、在压铸过程中,液态金属从进入压铸型腔到填充型腔所需的时间被精密铸造制造商称为填充时间。填充时间的长短取决于铸件的体积和复杂性。一般来说,简单铸件的充型时间非常快。
3、压铸时间的长短取决于精密铸件的材料和壁厚。如果是熔点高、结晶温度范围大、壁厚大的铸件,保压时间应较长;如果是结晶范围小、壁厚薄的铸件,保压时间较短;在保压操作期间,精密铸造制造商还应控制保压时间。如果保压时间不足,容易造成铸件的缩松缺陷。但是,如果保压时间过长,则不会起到很重要的作用,但会使立式压铸机的残余材料难以切断。因此,控制保压时间也是非常关键的一点。
注意事项
1、采用优化设计和工艺,提高精密铸件的工艺出品率。在保证精密铸件质量的前提下,改变浇注系统,采用加热保温冒口,通常可以提高出口率。如果出口率能从60%提高到70%,能源消耗可减少14.3%。
2、采用高密度成型机和现代制芯技术,尽可能降低铸件质量和加工余量。实践证明,高压成型比手工成型和普通机械成型可降低铸件质量3%-5%,加工余量可保持在2-3mm。减轻重量不仅可以节省精铸车间的能源,还可以降低后续加工的能耗。
3、采用节能工艺流程,合理组织生产。例如,用自硬树脂砂或表面干模代替粘土砂干模,可以节约干模能耗;严格配比,确定合适的精密铸件成分,采用有效的孕育方案,消除铸件铸态的白点或硬点,取消石墨化退火工艺;推广铸态球墨铸铁要求所有断裂伸长率低于12%的球墨铸铁均应获得铸态;尽量采用频率波谐波振动时效工艺,消除应力消除热时效工艺。
4、保存材料并尽量重复使用。因为任何材料的生产都需要能源消耗。大型精铸生产企业,即每台铸造机组产量5000吨以上。由于企业产量大,炉体工作时间长,通过分摊每吨精铸件的能耗,炉体本身的加热能耗可以大大降低。
 在线咨询
在线咨询